Il est sept heures du matin, l'atelier est encore frais, et vous lancez une série de poches dans un bloc d'acier 42CrMo4 qui coûte déjà une petite fortune. Vous avez ouvert votre manuel, vous avez trouvé votre Tableau Vitesse de Coupe Fraisage, et vous avez scrupuleusement reporté les valeurs sur votre commande numérique. Cinq minutes plus tard, un hurlement strident déchire le silence, suivi d'un claquement sec. La fraise carbure à quatre-vingts euros vient de se transformer en projectiles de tungstène. Le pire ? Ce n'est pas seulement l'outil qui est mort. La pièce est marquée, le mandrin a peut-être bougé, et vous venez de perdre trois heures de production. J'ai vu ce scénario se répéter chez des dizaines d'usineurs qui pensaient que les chiffres imprimés sur un catalogue étaient des vérités absolues. La réalité, c'est que ces grilles sont des moyennes théoriques établies dans des conditions de laboratoire parfaites, avec une rigidité machine que vous n'avez probablement pas.
L'illusion de la valeur catalogue dans le Tableau Vitesse de Coupe Fraisage
L'erreur la plus fréquente que je croise, c'est de traiter les données du fabricant comme une cible à atteindre absolument. Les techniciens de chez Sandvik ou Iscar testent leurs outils sur des bancs d'essais ultra-rigides, avec des sorties d'outils minimales et des arrosages haute pression. Si vous travaillez sur une machine qui a dix ans ou si votre montage de pièce manque de stabilité, appliquer la valeur haute de votre Tableau Vitesse de Coupe Fraisage est le chemin le plus court vers le désastre.
Le vrai problème vient de la confusion entre la vitesse de coupe théorique ($V_c$) et la réalité de l'engagement de l'outil. Les gens regardent la colonne "Acier Allié" et prennent 180 m/min sans réfléchir. Ils oublient que si leur fraise sort de 50 mm du porte-outil alors qu'une sortie de 25 mm suffirait, la vibration va s'installer instantanément. Cette vibration change la charge par dent de manière erratique. Vous ne coupez plus, vous martelez la matière. Dans mon expérience, réduire la vitesse de 15 % par rapport au tableau tout en maintenant une avance par dent ferme permet souvent de doubler la durée de vie de l'outil. C'est mathématique : la chaleur augmente de façon exponentielle avec la vitesse, mais seulement de façon linéaire avec l'avance.
Pourquoi votre machine dicte la loi
Si vous tournez sur un centre d'usinage pesant trois tonnes, vous ne pouvez pas prétendre aux mêmes performances qu'une machine de dix tonnes avec une broche Big-Plus. La rigidité de l'ensemble broche-outil-pièce est le facteur limitant que personne n'écrit dans les manuels. Quand le tableau vous donne une plage, commencez toujours par le tiers inférieur. Si ça ne vibre pas, montez progressivement. L'arrosage joue aussi un rôle traître. Un jet de liquide de coupe mal orienté sur une fraise qui tourne à haute vitesse crée un choc thermique chaque fois que la dent sort et rentre dans la matière. Parfois, il vaut mieux couper à sec avec un souffle d'air puissant pour évacuer les copeaux plutôt que d'utiliser un arrosage tiède et mal placé qui va micro-fissurer votre carbure.
L'erreur fatale de la sous-avance pour protéger l'outil
On a tous eu ce réflexe : on a peur de casser l'outil, alors on baisse l'avance. C'est l'erreur la plus coûteuse que vous puissiez faire. En diminuant l'avance sous les préconisations du Tableau Vitesse de Coupe Fraisage, vous risquez de passer sous l'épaisseur de copeau minimale. Au lieu de trancher la matière, votre dent va frotter.
Le frottement génère une chaleur intense qui ne s'évacue pas dans le copeau — puisque le copeau est trop fin pour emporter l'énergie thermique. Cette chaleur remonte directement dans le tranchant de la fraise. J'ai vu des opérateurs brûler des fraises haut de gamme en pensant être "prudents". Un outil de fraisage est conçu pour travailler. Si vous ne lui donnez pas assez à manger, il s'échauffe et s'émousse en quelques minutes. La solution n'est pas de ralentir le mouvement, mais de s'assurer que chaque dent prend une épaisseur de métal réelle, souvent située entre 0,05 mm et 0,15 mm pour les aciers standards. Si votre machine tremble à cette avance, c'est que votre vitesse de rotation est trop élevée ou que votre montage est mauvais. Ne compensez pas une mauvaise stabilité par une avance de misère.
Le cas spécifique de l'écrouissage
Dans les aciers inoxydables ou les alliages de nickel, cette erreur de sous-avance est fatale. Ces métaux durcissent dès qu'ils sont déformés. Si votre dent frotte au lieu de couper, elle crée une couche superficielle extrêmement dure. La dent suivante va frapper cette "croûte" et s'écailler immédiatement. C'est pour ça que vous voyez des outils s'effondrer après seulement deux passes dans du 316L. Vous devez impérativement entrer dans la matière franchement, avec une avance qui garantit que le tranchant passe sous la zone écrouie par la passe précédente.
Ignorer le diamètre effectif en usinage 3D
Voici une erreur technique qui vide les budgets d'outillage dans les ateliers de moulistes. Vous utilisez une fraise hémisphérique pour faire une finition sur une surface inclinée. Vous calculez votre vitesse de rotation ($n$) en fonction du diamètre nominal de la fraise, disons 10 mm. Mais comme vous travaillez avec une faible profondeur de passe, seul le petit bout de la sphère touche la pièce. Le diamètre effectif de coupe n'est peut-être que de 2 mm.
Si vous réglez votre machine sur la vitesse de coupe recommandée pour un diamètre de 10 mm, votre vitesse réelle au point de contact est ridicule. Vous ne coupez rien, vous grattez. La surface obtenue sera médiocre et l'outil va s'user prématurément par friction. Pour corriger cela, il faut utiliser la trigonométrie pour trouver le diamètre de contact réel et recalculer les tours par minute. C'est souvent là qu'on se rend compte qu'il faudrait tourner à 15 000 tr/min alors que la broche plafonne à 8 000. Dans ce cas, la stratégie doit changer : soit vous augmentez la profondeur de passe pour engager un plus gros diamètre de l'outil, soit vous changez d'outil.
Comparaison concrète : Le surfaçage d'un bloc d'acier XC48
Imaginons deux approches pour surfacer un bloc de 200 mm de long avec une fraise à plaquettes de 50 mm (5 dents).
Approche A (L'erreur classique) : L'opérateur voit 250 m/min sur sa boîte de plaquettes. Il règle sa machine à 1600 tr/min. Il a peur pour ses plaquettes, donc il met une avance de 0,08 mm par dent, soit 640 mm/min. La passe fait 3 mm de profondeur. Résultat : Un sifflement permanent, des étincelles bleues, les plaquettes sont mortes à la moitié de la pièce. Le fini de surface ressemble à une peau d'orange parce que les dents ont frotté et repoussé la matière au lieu de la couper.
Approche B (La méthode pro) : On sait que la machine manque un peu de punch. On descend la vitesse de coupe à 180 m/min, soit environ 1150 tr/min. Par contre, on monte l'avance à 0,2 mm par dent pour être sûr de former un vrai copeau qui évacue la chaleur. L'avance passe à 1150 mm/min. On réduit la profondeur à 1,5 mm pour ne pas surcharger la broche. Résultat : Un bruit sourd et sain, des copeaux bien formés qui tombent sans bleuir excessivement, et une pièce finie en deux passes avec des plaquettes qui peuvent encore en faire dix autres.
L'approche B est non seulement plus rapide sur le temps total de cycle, mais elle coûte infiniment moins cher en consommables. C'est la différence entre lire un document et comprendre la mécanique de coupe.
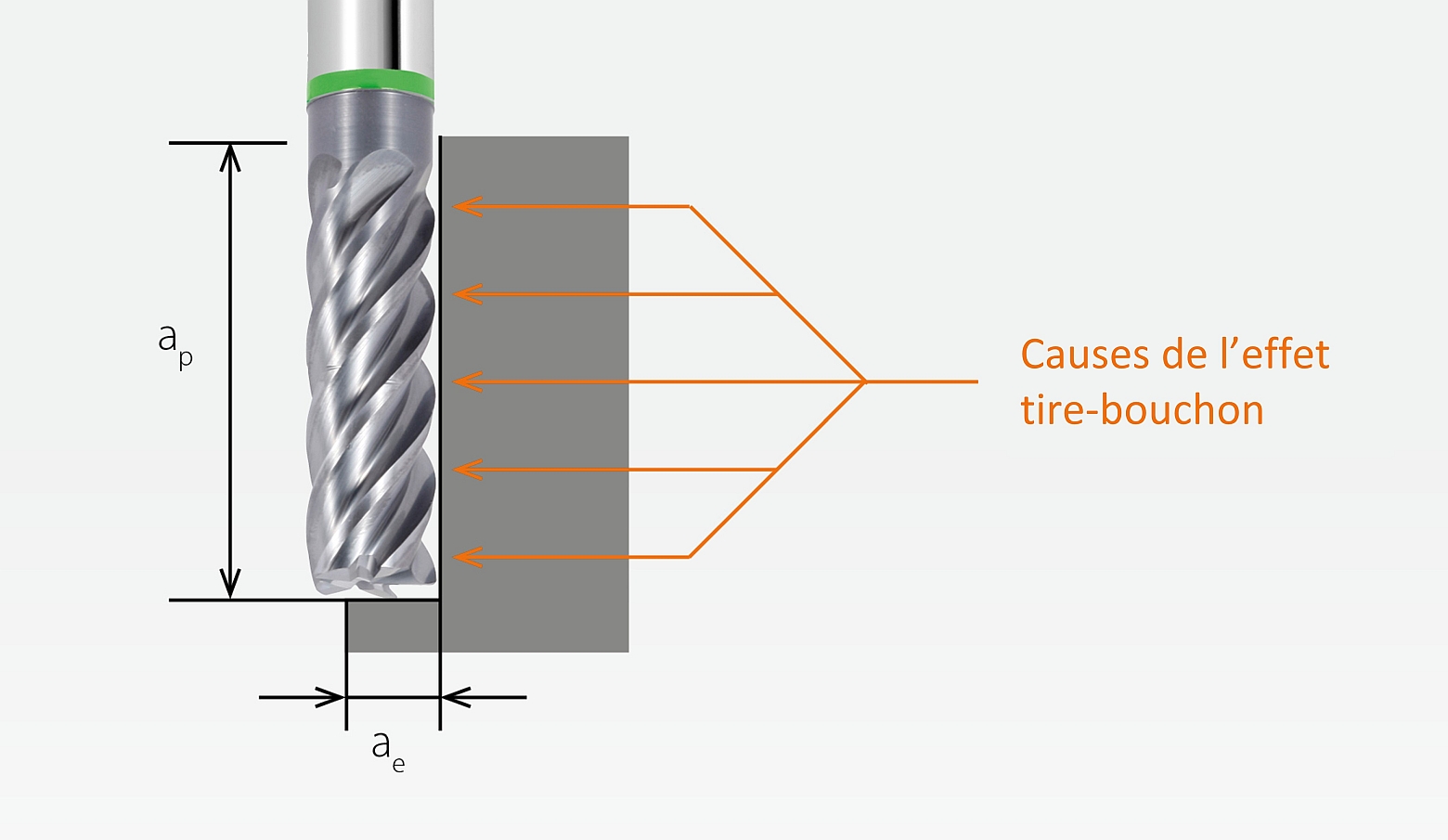
Le piège de l'engagement radial excessif
Beaucoup de gens pensent que pour gagner du temps, il faut prendre toute la largeur de la fraise (engagement à 100 %). C'est souvent la pire stratégie possible pour l'évacuation de la chaleur. Quand une dent reste engagée dans la matière sur 180 degrés de sa rotation, elle n'a pas le temps de refroidir avant de revenir à la charge. De plus, l'épaisseur du copeau varie de zéro à son maximum, créant des chocs cycliques violents.
La tendance moderne, portée par l'usinage dynamique ou trophoïdal, consiste à réduire l'engagement radial (souvent entre 10 % et 25 % du diamètre) tout en augmentant massivement la profondeur de coupe axiale et la vitesse d'avance. Cela permet d'utiliser toute la longueur du tranchant de la fraise, et non seulement les deux premiers millimètres du bout. Si vous ne mettez pas à jour votre façon de calculer vos paramètres en fonction de cet engagement radial, vous passez à côté de gains de productivité de l'ordre de 300 %. En réduisant l'engagement radial, vous pouvez souvent augmenter la vitesse de coupe de 50 % par rapport aux données de base car la dent passe plus de temps en l'air à refroidir qu'elle n'en passe dans le métal.
L'oubli systématique de la compensation d'avance en rayon
Si vous programmez un contournage intérieur (un trou ou une poche) avec une fraise, le centre de votre outil parcourt une distance plus courte que le tranchant qui touche la matière. Si vous ne compensez pas votre avance, la dent va se retrouver à prendre une charge réelle bien plus élevée que ce que vous avez programmé. C'est une cause majeure de rupture d'outil dans les coins.
La plupart des logiciels de FAO gèrent cela, mais si vous programmez au pied de la machine, c'est votre responsabilité. Pour un usinage intérieur, l'avance au centre de l'outil doit être réduite. À l'inverse, sur un contournage extérieur, elle doit être augmentée pour maintenir la productivité. Ignorer ce principe de base, c'est accepter que votre outil travaille dans des conditions de stress imprévisibles dès que la trajectoire n'est plus une ligne droite. J'ai vu des fraises de finition casser net dans un angle de 90 degrés simplement parce que l'opérateur n'avait pas calculé la réduction d'avance nécessaire lors du changement de direction.
Vérification de la réalité : Ce qu'il faut pour vraiment maîtriser l'usinage
On ne devient pas un expert en usinage en collectionnant des PDF de fabricants. La maîtrise vient de l'oreille et de l'observation des copeaux. Si vos copeaux sont d'un bleu profond dans de l'acier, vous êtes à la limite thermique. S'ils sont noirs, vous avez déjà dépassé la limite. S'ils sont clairs et brillants, vous avez probablement de la marge pour augmenter votre productivité.
L'usinage est un équilibre fragile entre la puissance de votre broche, la qualité de votre attachement et la géométrie de votre outil. Aucun tableau ne pourra jamais anticiper que votre étau est un modèle d'entrée de gamme qui vibre dès que vous dépassez 2 kW de puissance de coupe. Le succès dans ce domaine demande de la rigueur et une acceptation de l'échec initial. Vous allez casser des outils. Vous allez rater des pièces. L'astuce, c'est de comprendre pourquoi.
Ne cherchez pas le paramètre magique qui fonctionne partout. Apprenez à lire les signes d'usure sur vos plaquettes avec une loupe binoculaire : une usure en dépouille régulière est normale, un cratérage sur le dessus signifie que vous allez trop vite, et un écaillage du tranchant signifie que vous avez des vibrations ou une avance mal réglée. C'est cette analyse post-usinage qui fera de vous un professionnel, pas votre capacité à recopier des chiffres sur un écran. L'usinage est une science physique ingrate qui punit la paresse intellectuelle par des factures d'outillage salées. Soyez attentifs, soyez prudents au début de chaque montage, et surtout, arrêtez de croire que la machine fera tout le travail de réflexion à votre place.


