Imaginez la scène. Vous êtes sur un chantier de rénovation industrielle ou dans votre atelier, et vous devez installer une conduite hydraulique ou un support de structure métallique. Vous avez commandé vos pièces en vous basant sur une approximation rapide. Vous vous dites que 10 mm, ça passera bien pour du 3 8 Pouces En Mm car après tout, c'est presque la même chose visuellement. Vous forcez un peu, le filetage commence à gripper, mais vous insistez à la clé à choc. Résultat ? Un raccord foiré, une fuite de fluide sous pression deux heures plus tard et une machine à 50 000 euros immobilisée parce qu'un composant à 5 euros a été mal dimensionné. J'ai vu ce scénario se répéter des dizaines de fois dans la maintenance industrielle et le nautisme, où la confusion entre le système impérial et le système métrique coûte des milliers d'euros en temps d'arrêt et en matériel gâché.
L'erreur de l'arrondi facile à 10 mm
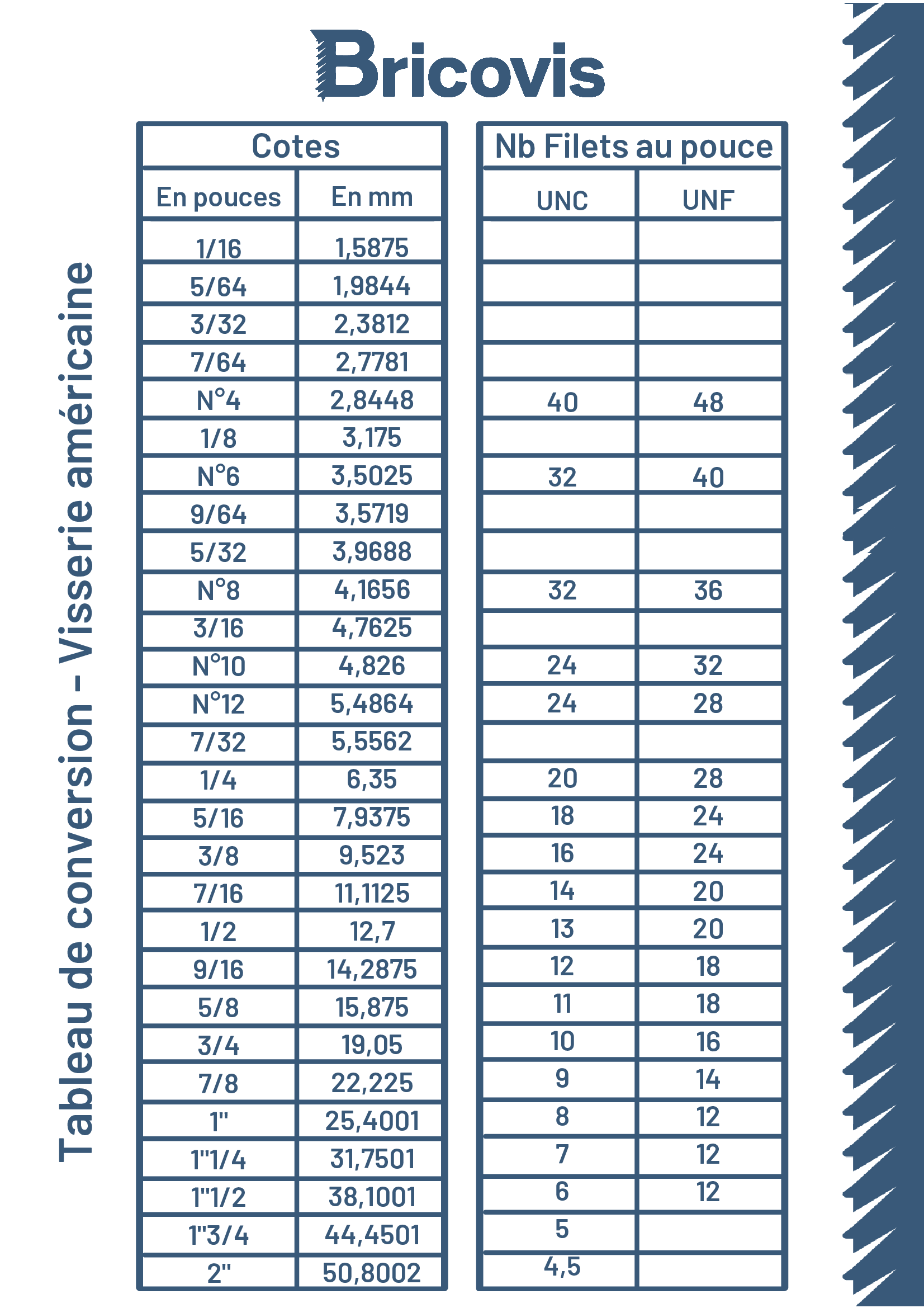
La première erreur, celle qui tue les projets de précision, c'est de croire que le système métrique et le système impérial sont interchangeables par confort mental. Dans l'esprit de beaucoup, le 3 8 Pouces En Mm se traduit par un 10 mm tout rond. C'est faux. Mathématiquement, on parle de 9,525 mm. Ces 0,475 mm de différence semblent dérisoires sur une règle d'écolier, mais en mécanique, c'est un gouffre. Lisez plus sur un domaine connexe : cet article connexe.
Si vous essayez de faire passer un foret de 10 mm là où vous devriez avoir un passage de 3/8", vous créez un jeu excessif. Ce jeu engendre des vibrations. Les vibrations, à leur tour, provoquent la fatigue du métal et, à terme, la rupture du boulon ou de la goupille. À l'inverse, si vous tentez d'insérer une vis de 10 mm dans un trou taraudé à la cote impériale, vous allez arracher les filets. Dans mon expérience, j'ai souvent récupéré des culasses de moteurs anciens où des mécaniciens du dimanche avaient tenté de forcer du métrique dans de l'anglo-saxon. La réparation coûte alors dix fois le prix de la pièce d'origine car il faut repercer, tarauder plus gros ou poser des filets rapportés de type Helicoil.
Le problème spécifique des tolérances de fabrication
Le souci ne vient pas seulement de la valeur brute, mais de la tolérance. Les outils de coupe sont fabriqués avec des marges d'erreur spécifiques à leur système. Un alésoir conçu pour le standard 3 8 Pouces En Mm ne travaillera pas de la même manière qu'un outil métrique. Les professionnels qui réussissent sont ceux qui arrêtent de deviner. Si votre plan indique une mesure impériale, utilisez un outil impérial. Ne cherchez pas d'équivalence "proche". En ingénierie, "proche", c'est la définition même de l'échec à venir. Frandroid a également couvert ce fascinant thème de manière exhaustive.
Confondre le diamètre nominal et le diamètre réel
C'est ici que les erreurs deviennent vraiment coûteuses, surtout dans la plomberie et l'hydraulique. Quand on parle de 3 8 Pouces En Mm dans le contexte des tuyauteries (le fameux 12/17 en France), le chiffre de 3/8 ne correspond ni au diamètre intérieur exact, ni au diamètre extérieur exact du tube. C'est une appellation nominale historique.
J'ai vu un chef de chantier commander des centaines de raccords en pensant que le diamètre extérieur serait de 9,5 mm. Lorsqu'il a reçu les tubes de type "Iron Pipe Size", le diamètre extérieur réel était bien plus large. Il s'est retrouvé avec un stock inutilisable et un retard de livraison de trois semaines. Le problème vient du fait que l'épaisseur des parois varie selon la "schedule" (l'indice de résistance à la pression) du tuyau, mais le diamètre nominal reste le même pour assurer la compatibilité des filetages.
Si vous travaillez sur des systèmes haute pression, cette confusion est dangereuse. Un raccord qui semble tenir "à peu près" peut être éjecté comme un projectile dès que la pompe atteint sa pression de service. Pour éviter ça, vous devez toujours consulter les tableaux de correspondance de l'organisation internationale de normalisation (ISO) ou les standards ASME. Ne vous fiez pas à votre instinct. Mesurez au pied à coulisse numérique et comparez avec les fiches techniques du fabricant.
L'utilisation de clés métriques sur de la boulonnerie impériale
C'est l'erreur la plus courante dans les ateliers mécaniques. Vous avez un boulon de 3/8" et vous n'avez pas de jeu de clés en pouces sous la main. Vous prenez une clé de 10 mm. Elle rentre, il y a un tout petit peu de jeu, mais vous vous dites que ça va le faire.
Ce qui se passe réellement, c'est que la clé ne porte pas sur les faces planes de l'écrou, mais uniquement sur les arêtes. Dès que vous allez appliquer un couple de serrage sérieux, vous allez "arrondir" les angles de la tête du boulon. Une fois que c'est fait, vous êtes bloqué. La clé de 10 glisse, et même la bonne clé de 3/8" n'aura plus de prise. Vous allez finir par sortir la meuleuse ou l'extracteur de vis, perdant deux heures pour un simple démontage qui aurait dû prendre trente secondes.
Comparaison concrète : Le démontage d'un collecteur
Voyons une situation réelle. Deux techniciens doivent démonter un collecteur d'échappement sur un moteur marin d'origine américaine.
Le premier technicien n'a que des outils métriques. Il utilise une douille de 10 mm. Sur les six vis, il en retire quatre avec difficulté en marquant les têtes. La cinquième résiste, la douille dépeigne, les angles sont lisses. Il doit souder un écrou par-dessus pour l'extraire. Temps total : 3 heures. Risque de casse du goujon : élevé.
Le second technicien vérifie la provenance du moteur, identifie le besoin d'outillage impérial et utilise une douille de 3/8" de qualité. La douille s'ajuste parfaitement, la force est répartie sur toute la surface des pans. Les six vis sortent sans effort. Temps total : 15 minutes. Les vis sont réutilisables.
La différence entre les deux n'est pas le talent, c'est l'acceptation que 9,525 mm n'est pas 10 mm. Un bon professionnel sait que posséder les deux jeux de clés est un investissement, pas une dépense.
Négliger le pas de vis associé à la dimension
Une autre erreur massive consiste à se concentrer uniquement sur le diamètre de 9,5 mm sans regarder ce qui se passe au niveau des filets. Dans le monde impérial, vous avez le choix entre l'UNC (pas gros) et l'UNF (pas fin). Pour une dimension de 3/8", vous aurez soit 16 filets par pouce, soit 24.
Le piège survient quand vous essayez de remplacer une vis perdue par une vis métrique de type M10. Non seulement le diamètre est différent, mais le pas de vis métrique standard (1,5 mm) n'a absolument rien à voir avec le pas impérial. Si vous forcez, vous détruisez le taraudage de la pièce réceptrice, qui est souvent une pièce coûteuse comme un bloc moteur ou un bâti de machine-outil.
Dans les ateliers où j'ai travaillé, nous avions une règle d'or : si ça ne se visse pas à la main sur au moins trois ou quatre tours complets, c'est que ce n'est pas le bon pas. Ne sortez jamais la clé pour "aider" une vis qui résiste dès le premier tour. C'est le signe certain d'une incompatibilité de standard.
Sous-estimer l'impact thermique sur les ajustements serrés
Quand vous travaillez sur des ajustements mécaniques de type arbre-moyeu, la précision au centième est obligatoire. Si vous devez insérer un axe de 3/8" dans un alésage, la dilatation thermique joue un rôle majeur.
J'ai vu des ingénieurs concevoir des pièces en mélangeant les systèmes de mesure dans leurs logiciels de CAO (Conception Assistée par Ordinateur). Ils règlent le logiciel en métrique, importent un composant dessiné en pouces, et laissent le logiciel arrondir les valeurs lors de la conversion. Sur le papier, ça a l'air de fonctionner. Dans la réalité, à une température de fonctionnement de 80°C, le jeu disparaît à cause des coefficients de dilatation différents ou des erreurs d'arrondi initiales. L'axe se grippe, le roulement explose et la machine s'arrête.
La solution est de toujours travailler dans l'unité d'origine du composant critique. Si votre roulement est un standard pouce, faites tout votre dessin technique en pouces. Ne convertissez qu'au moment final pour la fabrication si votre usine travaille en métrique, et faites-le avec quatre chiffres après la virgule pour conserver l'intention de conception initiale.
L'illusion de la jauge de profondeur
Beaucoup d'artisans utilisent des jauges ou des piges de fortune. On prend un foret de 10 mm pour vérifier si un trou est "à peu près" à la bonne taille pour un axe de 3/8". C'est une habitude de travail paresseuse qui mène droit au désastre.
Un foret n'est pas un instrument de mesure. Sa géométrie de coupe peut créer un trou légèrement surdimensionné ou ovalisé selon l'affûtage. Utiliser un foret pour valider une dimension de précision, c'est comme utiliser ses pas pour mesurer un terrain destiné à recevoir une dalle de béton : ça dépanne pour une estimation, mais c'est suicidaire pour la construction.
Investissez dans un jeu de jauges de filetage et un pied à coulisse de marque reconnue (comme Mitutoyo ou Facom). Vérifiez la calibration régulièrement. Si vous travaillez souvent sur des bateaux, des avions anciens ou des voitures américaines et anglaises, marquez vos outils impériaux avec un ruban de couleur vive pour ne jamais les mélanger avec vos outils métriques dans le feu de l'action.
Vérification de la réalité
On ne va pas se mentir : jongler entre le métrique et l'impérial est une corvée qui n'apporte aucune valeur ajoutée, à part des risques d'erreurs. Mais dans le monde réel de l'industrie et de la mécanique, vous n'avez pas le choix. Les standards cohabitent et continueront de le faire pendant des décennies.
La vérité brutale, c'est que si vous n'êtes pas capable d'être rigoureux au dixième de millimètre près, vous devriez déléguer ces tâches. La mécanique ne pardonne pas l'approximation. Un raccord mal ajusté ne "s'adaptera" pas avec le temps ; il lâchera au pire moment possible. Si vous trouvez fastidieux de vérifier trois fois une cote de filetage ou de commander une douille spécifique, vous n'êtes pas en train de gagner du temps, vous pariez simplement sur votre propre chance. Et en maintenance, la chance finit toujours par tourner. Soyez celui qui mesure, qui vérifie les tableaux de correspondance et qui refuse d'utiliser une clé de 10 mm sur un boulon impérial par simple flemme d'ouvrir le bon tiroir. C'est la seule façon de garantir que votre travail tiendra dans deux ans comme au premier jour.



